| Вход | Регистрация | |
| ГЛАВНАЯ ¦ НОВОСТИ ¦ СТАТЬИ ¦ МОНИТОРИНГ ¦ СОБЫТИЯ ¦ РЕЙТИНГИ ¦ УГОЛОК ПОТРЕБИТЕЛЯ ¦ GUIDE
|

О выборе материала при производстве посуды и столовых приборов из нержавеющей стали.
20-10-2008
Тема безопасности посуды является предметом для постоянных дискуссий как в профессиональной среде, так и среди конечных потребителей. Острота подобных споров очевидна - нахлынувший поток импортной посуды и несовершенство контроля за тем, соответствует ли она действующим санитарным нормам, приводит к тому, что на полках магазинов нередко можно встретить продукцию весьма сомнительного качества. С другой стороны, часто возникают и такие ситуации, когда предметом обсуждения являются не данные научных исследований, а мифы о вреде или пользе того или иного материала, распространяемые в рамках конкурентной борьбы между некоторыми производителями или дистрибуторами. В обоих случаях разобраться в спорных вопросах могут помочь лишь дополнительные знания о тех или иных аспектах производства посуды. В данной статье мы публикуем материал о том, чем руководствуются заказчики и производители при выборе материала для производства посуды и столовых приборов из нержавеющей стали, предоставленный нашему журналу Ильей Н. Петуновым, директором частного предприятия «Белпромсервис-Плюс».
Выбор материалов для изготовления современных кастрюль из нержавеющей стали обусловлен их конструктивными особенностями (глубокая, цельнотянутая емкость с присоединенным теплолораспределительным слоем и покрывающей капсулой дна), а также коррозионной стойкостью материала и его соответствия гигиеническим нормам. Химический состав некоторых наиболее распространенных марок нержавеющей стали, используемых в настоящее время для изготовления посуды и столовых приборов, приведен в таблице 1.
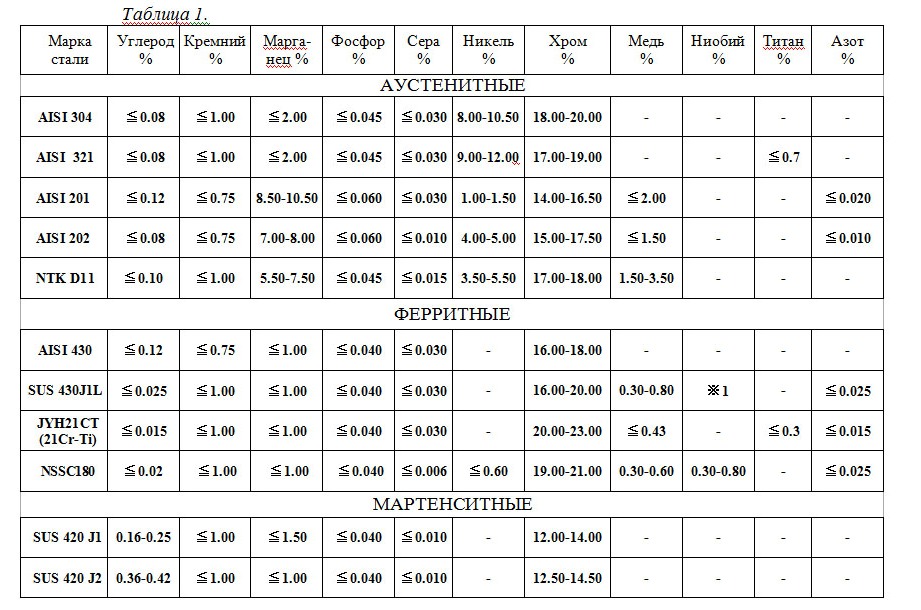
Лучше всего, с производственной точки зрения, для глубокой вытяжки подходят хромоникелевые стали марок 304 и 316. Для изготовителя важно, чтобы при глубокой вытяжке был минимальный процент брака, и при дальнейшей обработке сталь хорошо поддавалась полировке. А для заказчика важно, чтобы посуда стоила как можно меньше, но при этом сохраняла определенный уровень качества. На хроме, легирующем элементе, который определяет коррозионную стойкость стали, сэкономить не получится (минимальный уровень легирования коррозионностойких сталей - 15-17%). А вот на никеле очень даже можно. Высокая стоимость никеля в последние годы (и, соответственно хромоникелевых сталей) заставляет изготовителей под нажимом заказчиков применять при изготовлении посуды альтернативные, более дешевые марки сталей, например, такие, как 202 и NTK D11, в которых дорогой никель частично замещен более дешевым марганцем.
Пластичность этих сталей не уступает маркам 304 и 316, они имеют аустенитную структуру (не магнитны), но по выходу годных емкостей после глубокой вытяжки они менее эффективны. Еще более дешевый вариант материала - это безникелевые стали, ферритного класса, типа 430, JYH21CT, NSSC 180. Марку 430, как правило, не используют для изготовления емкостей из-за того, что эта сталь имеет меньшую коррозионную стойкость по сравнению с другими и плохо поддается полировке. Из этой стали, как правило, делают покрывающую капсулу теплораспределительного дна. Кроме того, что это удешевляет изделие в целом, применение стали 430, в качестве материала покрывающей капсулы дна, позволяет использовать емкости, сделанные из аустенитных марок сталей, на индукционной плите. Марки JYH21CT , NSSC 180 и аналогичные им в последнее время все чаще используются для изготовления цельнотянутых емкостей. Эти стали обладают неплохой пластичностью и способностью к глубокой вытяжке, но трудозатраты на полировку емкостей из этих сталей заметно больше чем, например, для емкостей из 304 стали. Как правило, эти материалы используют для изготовления крупных (профессиональных) емкостей. На малых размерах увеличение стоимости полировки практически сводит на нет выигрыш от уменьшения стоимости самого материала.
Таким образом, можно с уверенностью сказать, что выбор материала заказчиком и изготовителем при производстве посуды в значительной степени зависит от мировых цен на никель и обусловлен больше экономическими соображениями, нежели механическими свойствами конкретной марки стали. С точки зрения коррозионной стойкости, к посуде применимы далеко не самые жесткие требования, так как в быту для приготовления пищи не используются сильные кислоты или какие-то другие агрессивные среды. Тепловой режим эксплуатации кухонной посуды находится в пределах от -15С (холодильник) до +100С (при использовании в духовом шкафу до +250С). Все вышеупомянутые марки сталей полностью отвечают требованиям по коррозионной стойкости, предъявляемым к посуде. Емкости из этих сталей, ни при каких нормальных, оговоренных изготовителем, условиях эксплуатации не могут быть подвержены коррозии. Главным критерием для пригодности той или иной нержавеющей стали для пищевых целей, является ее химическая инертность и допустимые количества миграции химических элементов, входящих в состав стали, из изделий в модельную среду. Максимально допустимые количества миграции вредных веществ (ПДК) установлены нормативными документами СанПиН 13-3РБ01 (для Республики Беларусь) и ГН 2.3.3.972-00 (для Российской Федерации). См. таблицу 2.
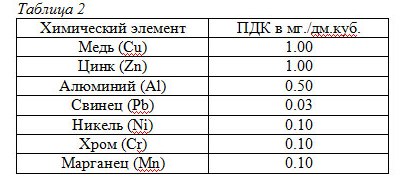
Как показывает практика некоторые марки нержавеющих сталей, в частности, производимые в материковом Китае и Индии, могут не соответствовать гигиеническим нормам по марганцу, как правило, это марки 201 и 202 в которых повышенное содержание марганца (до 10.5%). Не смотря на то, что марка 202 производится во многих странах мира, качество стали и, в частности, миграция марганца в модельную среду во многом зависит от того, какое предприятие является изготовителем.
Для изготовления столовых приборов (ложки, вилки) используются те же марки стали, что и для кастрюль - 430, 304 и 202. Для изготовления столовых ножей используется марка 420. Исходным сырьем для изготовления кастрюль и столовых приборов (ложки, вилки) является холоднокатаный полированный лист (рулоны) с отделкой поверхности 2В. Для кастрюль применяется лист толщиной 0.5-1.0мм, для скороварок 0.8-1.2мм. Для изготовления теплораспределительного слоя кастрюль и сковород из нержавеющей стали используется алюминиевый лист марки A5 (или аналоги) толщиной 3.0-10.0мм. Для изготовления столовых приборов (ложки-вилки) используется лист толщиной 2.0-4.0мм. Столовые ножи изготавливают, как правило, из прутка диаметром 12-20мм. К большому сожалению, наша металлургическая промышленность не имеет оборудования для производства качественного исходного материала (холоднокатаного, полированного, нержавеющего листа с отделкой поверхности 2В), поэтому отечественные производители вынуждены использовать для производства посуды и столовых приборов исключительно импортную нержавеющую сталь.
© Илья Н.Петунов директор Частного предприятия «Белпромсервис-Плюс», 2008г.
 Р Е К Л А М А
Р Е К Л А М А

 Р Е К Л А М А
Р Е К Л А М А
 Р Е К Л А М А
Р Е К Л А М А
Популярные статьи
Статьи
- 04-05-2026